The Cost of Hygienic Design: Considering Total Cost of Ownership
"Hygienic design is expensive!" This sentence has often been used as an argument against purchasing equipment with improved hygienic design—but is letting the initial purchase price drive purchase decisions the right choice? Frequently, the rebuttal against the higher cost with some hygienic designs is that cost can be avoided. After all, the cost of a recall is estimated to be around €1.67 million (or about $1.8 million1), and recent recalls have been estimated to cost companies even more. In this article, the authors present a different way of looking at the cost of equipment. The total cost of ownership (TCO) should be considered when purchasing hygienically designed equipment. Methods for applying hygienic design to legacy equipment are also included.
It is common for equipment to be purchased as part of a project, so we will use a project framework to discuss the cost of hygienic design. First, the project team should begin by identifying criteria it expects to meet with the equipment. Examples of those criteria are:
- Product risk. We often think about the food safety hazard an equipment may pose—e.g., a foreign material contamination risk from metal parts coming into contact with one another. The assessment should also include damages that products may cause to the equipment—e.g., product with low pH may prematurely damage the material of construction of the equipment. When equipment is expected to last years and decades, risk can be an important factor to consider.
- Cleaning. This should include not only the types of detergents and sanitizers that will be used to clean the equipment, but also the cleaning window and resources needed to clean the equipment. Resources to clean equipment should also include the resources needed during changeover, especially if some level of cleaning is expected to take place during production. The time needed for periodic equipment cleaning (PEC) tasks will also need to be considered.
- Location. This aspect refers to the materials of construction and design of equipment and the equipment's location in the facility. For example, a case packer made of painted soft metal may not last long in a wet environment where "harsher" detergents and sanitizers are used. In a situation like this, equipment made of stainless steel will last longer and may not present the microbiological risk of rusted equipment.
- Maintenance. Similarly to PEC, preventive maintenance tasks should also be considered. Equipment with simpler designs and fewer parts are likely to require less periodic tasks.
- Other. Companies may also have their own additional criteria based on past experience.
Once all of the criteria are established, the team can utilize equipment design checklists to help assess the designs of different options available. Such checklists include the 2021 NAMI Equipment Design Checklist and the CBA (GMA) Equipment Design Checklist.
The next factor to consider is the price tag of equipment or different models of the same equipment. Given the criteria mentioned above, it is important to remember that price is only one aspect. It is often only the tip of the iceberg or only a portion of the TCO. Cross-functional teams are well-positioned to assess the total cost (Figure 1).
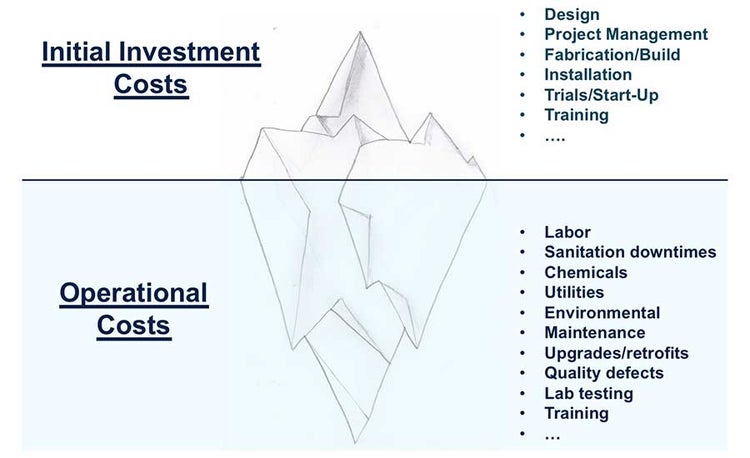
Figure 1 - Initial Investment Costs vs Operational Costs
The investment costs include the price of the equipment, as well as other costs such as project management, installation, contingency, and trials (which may be considered a one-time cost). Other costs included in the original project that are not truly one-time costs but rather reoccurring costs may include training costs for the initial training of operators, sanitors, technicians, etc. As Figure 1 shows, there are many operations costs, or ongoing costs, required to run the equipment. When making decisions between different models of equipment vs. the cost of improving the hygienic design of equipment, these other operational costs should be considered. As shown in Figure 2, when considering the operational costs over the lifespan of the equipment, the additional investment in a better design may be justified. Conversely, considering these other factors, a more expensive model may have lower operational costs and be a better option.
TCO will consider the overall cost throughout the lifecycle of equipment. Amongst other benefits, it will help guide the right decisions.
Examples of operational costs include:
- Sanitation windows. A simpler, better hygienic design is likely easier to clean. Not only does "easier to clean" mean more effective cleaning, but it also usually means faster cleaning. Shorter cleaning windows mean more products can be produced, which translates into increased profitability.
- Time and resources required for training. New operators, sanitors, and maintenance technicians must be trained on the equipment. More complex equipment models will require more training time.
- Downtime. Regardless of whether this is for planned downtime, such as routine and periodic cleaning and maintenance, or for unplanned downtime, it allows less time for production, thereby affecting revenues and profits.
- Sustainability. In the sense of environmental impact, an equipment may require less chemical and water for cleaning and during changeover, but it may also have less replacement parts and simply last longer, thereby reducing landfill.
- Efficiency. On-time starts and right first-time measures will also lead to more sellable products.
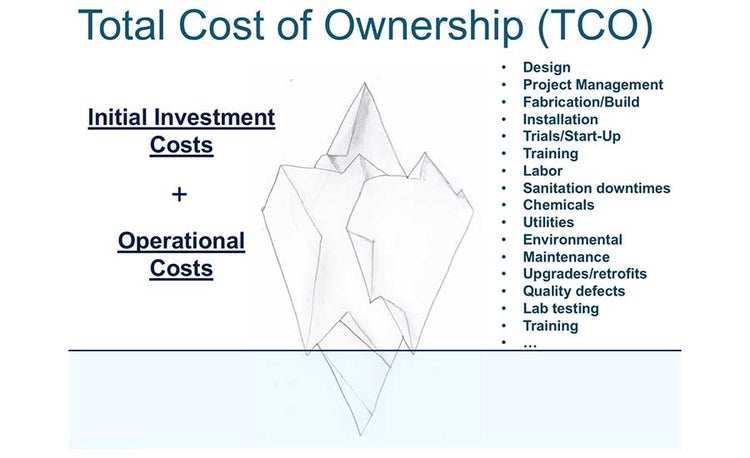
Figure 2 - TCO Model
TCO will consider the overall cost throughout the lifecycle of equipment. Amongst other benefits, it will help guide the right decisions.
As shown in Figure 3, it is also important to highlight that hygienic design must be considered early in the project (concept and design stages) to keep the cost impact of required design changes low. In an initial project stage (in the design phase), the influence on hygiene or food safety risks, costs, and performance is high, while the cost impact of changes will be low. The more the project progresses, the lower the degree of influence will be as the cost impact increases—in particular, after equipment is built.
Hygienic design must be considered early in the project (concept and design stages) to keep the cost of required design changes low.
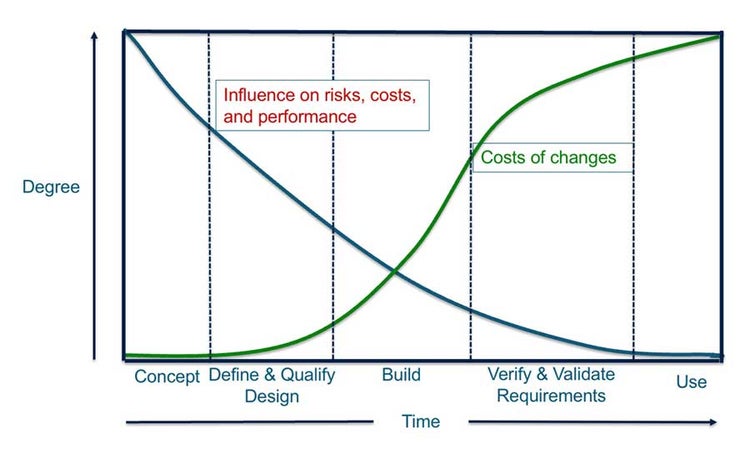
Figure 3 - Cost impact of influencing design
One of the most important deciding factors should be the opportunity presented by a design that will require less time to clean, fewer periodic tasks, less time to start up, etc., thus allowing more time for production (i.e., making sellable products). The revenues and profits that could be generated by optimizing the design of the equipment will help reduce unplanned downtime, quality defects, and the amount of resources required to accomplish the different tasks that will justify the higher price tag a piece of equipment may have.
The same concept applies to legacy equipment. While it may not be necessary to replace a piece of equipment, it may be time to hire the original equipment manufacturer (OEM) to rebuild it after years of operation. This is a good time to discuss design modifications with the OEM to reduce operational costs. Many OEMs will have made design modifications that could be considered for legacy equipment.
Another approach for managing the hygienic design of legacy equipment is for the plant to use a continuous improvement process to make small, incremental changes. These small hygienic design improvements add up over time and can reduce the food safety risk in a food manufacturing plant. While there are many ways to accomplish this task, a best practice is to leverage an internal food safety team.
Cross-functional teams are well-positioned to assess the total cost. If a plant does not have a cross-functional food safety team, then one should be assembled.
If a plant does not have a cross-functional food safety team, then one should be assembled. That team can review food safety data each week—items like pathogen environmental monitoring results, sanitation pre-operation success rate, APC or other microbiological results, PEC tasks, and many others. The cross-functional team will react to out-of-specification results and be a go-to team for food safety. It is a natural fit to leverage this team for hygienic design improvements. Many of the problems they will be correcting have roots in poor design. This team should be trained on what hygienic design is and how to apply it to legacy equipment. They can use hygienic design checklists to rate the equipment already in place. From these evaluations, the team can create a list of hygienic design improvements to tackle. Hygienic design improvements will then become a weekly agenda item. It is important that the team understands that it cannot fix all design flaws. By staying focused on what can be improved, this team will be able to reduce food safety risks by improving the design of legacy equipment.
In summary, having a cross-functional team that agrees on the criteria the equipment will need to meet early in the project will help prevent costly modifications later, or will lead to lower operational costs. The TCO, and not only the price tag, of a piece of equipment is critical to consider when making decisions that will lead to changes in operation. Hygienic design is not only considered when purchasing new equipment; it should also be applied to legacy plant equipment to reduce overall food safety risk.
Reference 1: Allianz Global Corporate and Specialty SE. "Product Recall: Managing the Impact of the New Risk Landscape." December 2017. https://www.agcs.allianz.com/content/dam/onemarketing/agcs/agcs/reports/AGCS-Product-Recall-Report.pdf.



